
In today’s fast-paced industrial environment, the movement of materials through a production facility can determine the overall efficiency of the entire operation. Manufacturing decision-makers and plant managers face increasing pressure to optimize workflows, reduce labor costs, and maintain consistent throughput. This is where Material Handling Automation Solutions have become essential for companies looking to remain competitive in an increasingly demanding market.
What Are Material Handling Automation Solutions?
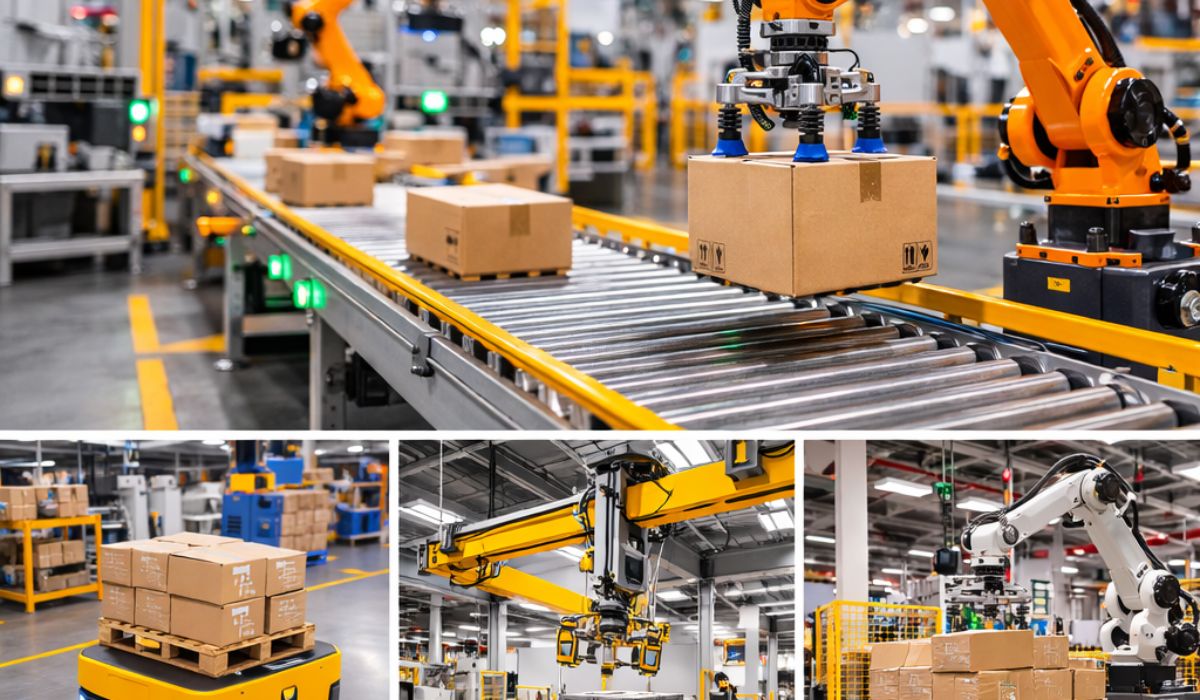
Material Handling Automation Solutions are integrated systems that use robotics, conveyors, sensors, and control software to automatically move, store, track, and manage materials within manufacturing and warehouse environments. These solutions reduce manual intervention, improve operational efficiency, and ensure consistent product flow across production and distribution processes.
Introduction to Material Handling in Modern Manufacturing
Material handling has always been at the core of manufacturing operations. From the moment raw materials enter a facility to the point finished goods are shipped to customers, products are constantly in motion. Traditionally, these processes relied heavily on manual labor—workers moving items from one station to another, stacking pallets, and managing inventory.
However, modern manufacturing faces challenges that manual processes simply cannot address effectively. Labor shortages, rising wages, the need for higher precision, and demands for faster turnaround times have pushed the industry toward automation.
The complexity of modern supply chains requires systems that can track, sort, and move materials with accuracy that human workers cannot sustain over long periods. These pressures continue to intensify as global competition increases and customer expectations rise.
Why Automation Is Important in Material Handling
The case for automation in material handling rests on several practical considerations that directly impact a facility’s bottom line.
Operational consistency is perhaps the most immediate benefit. Manual material handling is subject to human limitations—fatigue, distraction, and physical variability. Automated systems perform the same task the same way every time, regardless of whether it is the first hour of a shift or the twelfth.
Safety represents another critical factor. Material handling consistently ranks among the most dangerous activities in manufacturing and warehousing. Heavy loads, repetitive motions, and equipment operation create numerous opportunities for injury. By automating these tasks, companies remove workers from hazardous environments and reduce the physical strain that leads to long-term health issues.
Space utilization also improves significantly with automation. Automated systems can operate in narrower aisles, stack materials higher, and organize inventory more densely than manual operations. For facilities where floor space represents a significant cost, this efficiency matters greatly.
Types of Material Handling Automation Systems
Understanding the available technologies helps decision-makers select the right solutions for their specific applications. Different systems address different needs within the material handling workflow.
Conveyor Automation Systems
Conveyor automation systems represent the backbone of many material handling operations. These systems move items along a predetermined path, connecting different stages of production or distribution. Modern conveyor systems go beyond simple belts—they include accumulation rollers, sortation devices, and intelligent controls that direct items to the correct destinations.
[Image suggestion: Conveyor automation system moving products through a distribution center]
What makes conveyor automation particularly valuable is its ability to create continuous flow. Rather than batching materials and moving them intermittently, conveyors keep product moving steadily through the facility. This reduces work-in-progress inventory and shortens lead times.
Robotic Pick and Place Systems
Robotic pick and place systems handle the individual items that move through a facility. These robots use end-of-arm tooling designed to grip specific products, whether cartons, components, or irregularly shaped items. Vision guidance allows them to locate items even when presented randomly, making them suitable for applications ranging from machine tending to order fulfillment.
[Image suggestion: Robotic pick and place system handling components in an electronics assembly line]
The flexibility of these systems makes them attractive for facilities with varying product mixes. Rather than hard automation designed for a single product, robotic systems can adapt to different items through software changes and tooling adjustments. These systems are often integrated with broader robotic automation solutions used in modern manufacturing facilities.
Gantry Robot Systems
For applications requiring movement over large areas or handling of heavy items, gantry robot systems offer distinct advantages. These robots operate on overhead rails, covering rectangular work envelopes that can span entire production lines. Their rigid construction allows them to handle substantial payloads with precision.
[Image suggestion: Gantry robot system transferring heavy components between machining centers]
Gantry systems prove particularly useful in machine loading applications, where they might service multiple machines simultaneously. By moving along the overhead structure, they keep floor space clear for other activities while moving materials between operations.
Automated Palletizing Systems
Palletizing represents one of the most physically demanding material handling tasks. Workers must lift, arrange, and stack heavy items repeatedly throughout their shifts. Automated palletizing systems eliminate this strain by using robots or dedicated machines to build pallet loads according to specified patterns.
[Image suggestion: Automated palletizing robot stacking cartons onto a pallet]
Modern palletizing systems can handle mixed loads, arranging different products on the same pallet according to complex stacking rules. This capability proves increasingly important as manufacturers ship directly to retailers who require store-ready pallet configurations.
Key Industries Using Material Handling Automation
While material handling automation benefits nearly every manufacturing sector, certain industries have emerged as primary adopters due to their specific requirements.
Automotive
The automotive industry has long led in manufacturing automation, and material handling is no exception. Automotive plants move massive quantities of components—engines, transmissions, body panels, and assemblies—through complex production sequences. Automated guided vehicles transport parts to assembly stations just in time for installation, while robotic systems handle heavy components that would be dangerous for workers to maneuver.
In automotive manufacturing, robotic material handling systems transport welded body panels between stations with high precision, maintaining cycle times that keep production lines moving at full capacity. Many facilities also integrate industrial automation systems that connect material handling with production equipment for seamless operation.
Electronics
Electronics manufacturing involves small, delicate components that require careful handling. Automated systems in this industry emphasize precision and cleanliness. Robotic pick and place systems assemble circuit boards at speeds no human could match, while automated storage and retrieval systems manage the vast inventory of components required for modern electronics production.
Pharmaceutical
Pharmaceutical manufacturers operate under strict regulatory requirements that demand traceability and contamination control. Automated material handling systems track every item through the production process, maintaining chain-of-custody records that satisfy regulatory requirements. These systems also minimize human contact with products, reducing contamination risks.
Warehousing and Logistics
The explosion of e-commerce has transformed warehousing and logistics into technology-intensive operations. Automated material handling systems in this sector focus on rapid order fulfillment—bringing products to packers rather than sending workers to find products. Goods-to-person systems, autonomous mobile robots, and automated sortation systems work together to process thousands of packages per hour with remarkable speed.
Manual vs Automated Material Handling
Understanding the differences between traditional and automated approaches helps clarify the value proposition of modern systems.
| Aspect | Manual Material Handling | Automated Material Handling |
|---|---|---|
| Labor requirements | High, multiple shifts | Low, monitoring only |
| Consistency | Variable, fatigue-affected | Predictable, repeatable |
| Safety risks | Significant injury potential | Minimal with proper guarding |
| Throughput | Limited by human speed | Scalable with added equipment |
| Data capture | Manual entry, error-prone | Automatic, accurate |
| Operating hours | Limited to shifts | 24/7 continuous operation |
The operational advantages of automation compound over time, making the investment increasingly attractive as labor costs rise and throughput requirements increase.
Benefits of Integrating Robotics in Material Handling
The integration of robotics into material handling operations delivers benefits that extend beyond simple labor replacement.
Throughput stability represents a significant advantage. Robotic systems maintain consistent speed regardless of external factors. When order volumes spike, automated systems handle the increase without requiring overtime or temporary workers.
Data collection becomes automatic with robotic material handling. Every movement can be tracked and recorded, providing visibility into operations that manual systems cannot match. This data enables continuous improvement and helps identify bottlenecks before they become serious problems.
Quality improves as well. When robots handle materials, products experience fewer impacts and less rough handling. This reduces damage rates and the associated costs of rework or replacement.
Scalability becomes simpler with robotic systems. Adding capacity often means adding another robot or conveyor module rather than recruiting, hiring, and training additional workers. This modular approach to capacity allows companies to grow incrementally rather than in large, expensive jumps.
Advanced Material Handling Technologies
Beyond traditional automation, several advanced technologies are expanding the capabilities of material handling systems.
Automated Guided Vehicles (AGVs) follow fixed paths using magnetic tape, wires, or sensors to transport materials through facilities. These vehicles handle repetitive transport tasks reliably, moving raw materials to production lines or finished goods to shipping areas.
Autonomous Mobile Robots (AMRs) represent a more flexible evolution of guided vehicles. Using onboard sensors and mapping software, AMRs navigate dynamically around obstacles and adapt to changing facility layouts without requiring infrastructure modifications.
Smart sensors and Industrial Internet of Things (IIoT) integration enable real-time tracking of materials throughout the facility. These technologies provide visibility into location, status, and condition of every item, supporting just-in-time manufacturing and reducing search time for misplaced materials.
Real Applications of Material Handling Automation Solutions
Understanding how Material Handling Automation Solutions perform in actual production environments helps clarify their value proposition.
In an automotive assembly plant, gantry robots transfer engine blocks between machining centers, maintaining positional accuracy within fractions of a millimeter while handling loads exceeding 200 kilograms. This automated handling eliminates the need for overhead cranes and manual rigging, reducing cycle times from minutes to seconds.
For a pharmaceutical manufacturer, automated palletizing systems arrange filled cartons into pallet patterns that optimize shipping density while maintaining lot segregation required by regulators. The system automatically applies lot numbers to pallet labels and uploads shipment data to enterprise resource planning systems.
In a high-volume distribution center, conveyor automation systems sort parcels to dozens of shipping lanes simultaneously, processing over 10,000 items per hour with greater than 99.5% accuracy. Vision systems read shipping labels and route items without human intervention, enabling next-day delivery commitments.
Future Trends in Material Handling Automation and Industry 4.0
The evolution of material handling automation continues, driven by broader trends in manufacturing technology. Industry 4.0 concepts are reshaping how automated systems operate and interact.
Artificial intelligence is moving into material handling, enabling systems to optimize their own operations. Rather than following fixed programs, AI-equipped systems analyze flow patterns and adjust their behavior to maximize efficiency. They predict maintenance needs before failures occur and adapt to changing product mixes without reprogramming.
Mobile manipulation combines autonomous mobility with robotic manipulation, creating systems that can navigate freely through facilities while handling materials. These platforms move beyond fixed paths, adapting their routes based on facility conditions and order priorities.
Digital twins allow facility managers to simulate material handling operations before implementing changes. By creating virtual replicas of their physical systems, companies can test new configurations, identify potential problems, and optimize layouts without disrupting production.
Collaborative robots designed to work alongside humans are expanding the applications for automation. These systems handle the portions of material handling that require strength or repetition while leaving decision-making and problem-solving to workers. The result is a partnership that leverages the strengths of both humans and machines.
Why Manufacturers Are Adopting Material Handling Automation Solutions
The decision to implement Material Handling Automation Solutions increasingly reflects competitive necessity rather than technological curiosity. Companies that delay automation face structural cost disadvantages that compound over time.
Labor market pressures show no signs of abating. As the manufacturing workforce ages and younger workers pursue other careers, the availability of reliable material handling labor will continue to decline. Automation provides a hedge against this demographic reality.
Customer expectations for speed and accuracy continue to rise. Whether serving industrial buyers or end consumers, manufacturers must deliver products faster than ever before. Automated material handling enables the rapid response times that modern supply chains demand.
Working with experienced automation integrators helps manufacturers design and deploy effective material handling systems tailored to their operational requirements. Companies that partner with knowledgeable providers can avoid common implementation pitfalls and achieve faster returns on their automation investments.
Conclusion

Material Handling Automation Solutions have moved from optional investments to competitive necessities in modern manufacturing. The combination of labor challenges, demand for faster fulfillment, and pressure to reduce costs makes automation increasingly attractive for facilities of all sizes.
For manufacturing decision-makers, the path forward involves careful assessment of current operations and identification of opportunities where automation delivers clear returns. Starting with high-impact applications and expanding systematically allows companies to build capability while managing investment and risk.
The technologies available today—from conveyor automation systems to advanced robotic material handling—provide practical tools for addressing the material handling challenges that have always limited manufacturing productivity. As these technologies continue to evolve, they will become even more accessible and capable, further transforming the industrial landscape.