
India’s EV manufacturing sector is expanding. Plant heads and production managers who have spent years automating body-in-white lines, powertrain assembly, and chassis welding are now being asked to build battery pack assembly lines. The assumption is that automation experience transfers directly. It does not.
A battery pack is not a mechanical assembly. It is an electrochemical system that carries voltage from the first station of the line. This changes every decision: how you handle the material, how you design fixtures, what sensors you use, and how you train operators.
In this article:
-
Why EV battery assembly differs from traditional automotive manufacturing
-
Which battery assembly processes can be automated (and which cannot)
-
India-specific manufacturing challenges — humidity, cell variation, laser infrastructure
-
Where SPMs outperform robots (and where robots still make sense)
-
Realistic investment ranges for Indian manufacturers
-
What to evaluate before building a battery assembly line
Manufacturers who try to apply conventional EV manufacturing automation approaches to battery assembly discover problems that do not exist in traditional automotive lines. Cells get damaged during handling. Welding joints fail quality checks. Humidity causes intermittent test failures. Traceability systems designed for mechanical parts cannot track electrical test data.
This article is written for Indian manufacturing engineers and production managers who need to understand what EV battery assembly automation India actually requires — not what automation vendors with no battery experience claim they can deliver.
What Makes Battery Pack Assembly Fundamentally Different
Lithium-ion cells are voltage-carrying components from the moment they arrive on the shop floor. This single fact drives every difference between battery assembly and traditional automotive manufacturing.
Thermal Runaway Risk
A mishandled cell in a conventional line causes a dimensional defect. A mishandled cell in a battery line can puncture the separator, cause an internal short, and initiate thermal runaway — a fire that spreads to adjacent cells within seconds. Your automation system must be designed to prevent mechanical shock, excessive compression, and sharp edge contact.
ESD Sensitivity
Standard industrial grippers and conveyors generate electrostatic discharge. A single uncontrolled discharge can damage the cell’s internal separator or the battery management system components. Every automated station requires ESD-safe materials, grounded worksurfaces, and continuous monitoring.
Voltage Awareness
Unlike mechanical components that are electrically neutral until final assembly, cells carry voltage through every process step. Incoming inspection must measure open-circuit voltage. Assembly stations must prevent short circuits. Test stations must handle live electrical systems.
Traceability Requirements
OEMs require cell-level traceability — not just batch-level. Your automation system must log which specific cells went into which specific pack, with all assembly parameters and test results attached to a serial number. This is not optional for Tier-1 suppliers.
Precision Handling
Cell alignment tolerances for busbar welding are typically ±0.1mm to ±0.2mm. Standard pick-and-place systems designed for plastic or metal components do not achieve this reliably without vision guidance and force sensing.
A battery pack assembly line India manufacturers can actually use must be engineered from the ground up for these requirements, not adapted from a general-purpose assembly line.
Key Processes in Battery Pack Assembly — And What Can Be Automated
Cell Incoming Inspection
Cells arrive from suppliers in trays or boxes. Before they enter the assembly flow, each cell requires dimensional check, open-circuit voltage measurement, and OCR reading of the cell ID for traceability.
What can be automated: Fully. A dedicated incoming inspection station with vision system for dimensional check, voltage measurement probes, and barcode or OCR reader processes cells at 1–3 seconds per cell.
Engineering challenges: Cell orientation must be consistent. Probe contact must be repeatable without damaging terminals. The vision system must handle variations in cell surface finish and label placement. For Indian manufacturers sourcing from multiple suppliers, the inspection station must accommodate dimensional variation.
Cell Sorting and Stacking
Cells are sorted by voltage and internal resistance to match them within a module. Matched cells are then stacked into the module fixture in the correct orientation and sequence.
What can be automated: High-volume lines use gantry robots or SCARA robots with multi-cell pick end-effectors.
Technologies used: Force-sensing grippers with non-conductive jaws. Vision guidance for position correction. Tray loading and unloading systems.
Practical challenges: Gripper design must avoid cell crush while maintaining secure grip. Stacking sequence must be verified cell by cell. The system must reject and log any cell that falls outside specified voltage or resistance range.
Busbar Welding
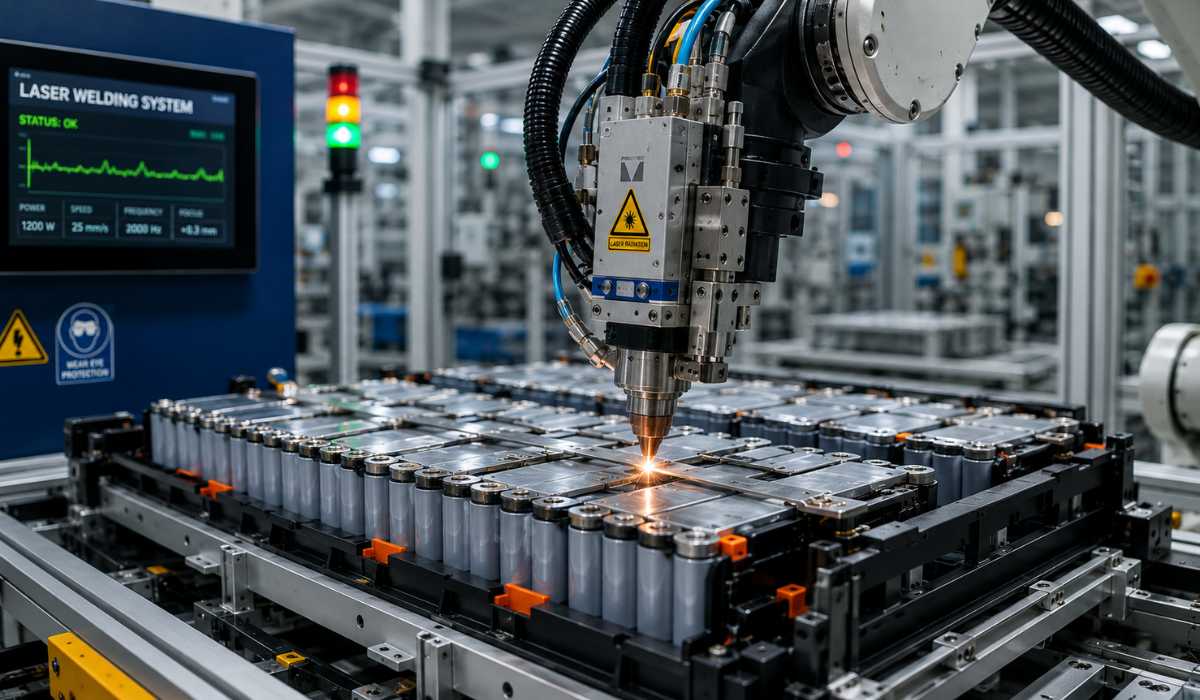
Busbars — typically aluminum or copper — are welded to cell terminals to connect cells in series or parallel. Laser welding is the dominant technology for cylindrical and prismatic cells.
What can be automated: Robotic laser welding cells with vision guidance achieve cycle times under 2 seconds per weld.
Technologies: Fiber laser welding cell with galvo scanner. Vision system for weld seam positioning. Post-weld vision inspection for weld quality. Fume extraction.
Engineering challenges: Weld position accuracy requires ±0.1mm or better. Contamination in the weld zone causes splatter and weak joints. The automation system must handle thermal expansion of fixtures as the line runs. For lithium battery assembly machine India installations, cleanliness of the compressed air supply and the shop floor environment are often underestimated.
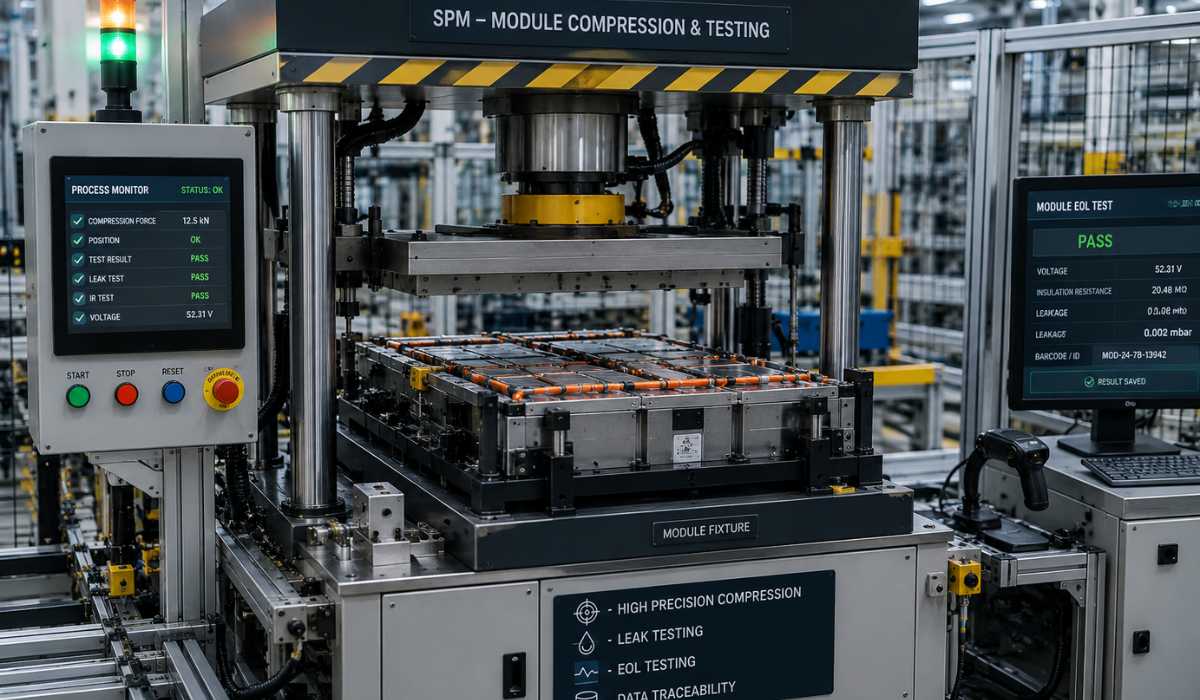
Module Compression
Pouch cells and prismatic cells require controlled compression to maintain contact pressure between cells and thermal management surfaces.
What can be automated: Special Purpose Machines with hydraulic or servo-electric presses.
Technologies: Force-controlled press with displacement measurement. Dimensional gauging stations before and after compression. Pressure distribution measurement for large modules.
Practical considerations: Compression force must be held within tight tolerances — too low and contact resistance increases, too high and cells are damaged. The fixture must hold the module at compressed dimension while binding or banding is applied.
BMS Wiring and Connector Assembly
The Battery Management System requires wiring harnesses, voltage sense wires, temperature sensors, and communication connectors.
What can be automated: Partially. Wire routing and connector insertion can be automated with collaborative robots for repetitive connections. Complex harness layouts with multiple branches are often manual.
Technologies: Collaborative robots with force sensing for connector seating. Wire end strippers and crimpers integrated into the automation cell.
Challenges: Wire colors and connector types vary by OEM. The automation system must be reconfigurable for different BMS board designs. Connector insertion force verification is required to prevent intermittent connections.
Thermal Management Assembly
Liquid-cooled battery packs require thermal interface material applied between cells and cooling plates, plus coolant line connections.
What can be automated: Adhesive and TIM dispensing is fully automatable. Coolant line assembly is partially automatable depending on pack design.
Technologies: Robotic dispensing systems with vision-guided bead placement. Needle position monitoring. Bead geometry verification with laser profilometers.
Practical issues: Dispensing pattern must cover the required area without voids. Material viscosity changes with shop floor temperature — the automation system must compensate. In Indian facilities without climate control, this is a significant engineering consideration.
End-of-Line Electrical Testing
Every completed pack undergoes electrical testing before shipping. This includes insulation resistance, dielectric withstand, contact resistance, capacity test, and BMS communication verification.
What can be automated: 100%. EOL testing is performed in dedicated test chambers or test SPMs.
Technologies: Custom test SPMs with programmable power supplies, electronic loads, insulation testers, and CAN communication interfaces.
Critical requirements: Test fixtures must make repeatable high-current connections to pack terminals. The test system must log all results to the pack serial number. Thermal runaway screening — monitoring cell temperatures during charge-discharge cycles — is increasingly specified by OEMs.
Pack Closing and Sealing
The final assembly step closes the pack housing, installs the cover, and applies sealing.
What can be automated: Medium to high, depending on pack design. Torque-controlled fastening is standard automation. Sealant dispensing and gasket placement can be automated.
Technologies: Robots with torque-controlled spindles for cover fastening. Vision-guided sealant dispensing. Leak testing stations.
Engineering challenges: Torque-angle monitoring is required for critical fasteners. Sealing must be verified — either by vision inspection of the sealant bead or by post-assembly leak testing. Pack designs with complex cover geometries or internal wiring that must be aligned during closing are more difficult to automate.
India-Specific Manufacturing Challenges
Incoming Cell Quality Variation
Indian pack manufacturers typically source cells from multiple suppliers — LFP from China, NMC from Korea, and increasingly domestic production from companies like Ola and Tata. Dimensional variation across suppliers is higher than global OEM norms.
An automated EV battery assembly automation India line built for tight-tolerance Japanese or Korean cells will reject a significant percentage of Indian-procured cells. The solution is not to tighten specifications — it is to build incoming inspection stations and sorting capability that can classify cells within their actual variation and feed them to downstream stations appropriately.
Heat and Humidity on the Shop Floor
This cannot be overstated. Indian shop floors in Maharashtra, Gujarat, and Tamil Nadu see temperature swings from 18°C to 42°C across seasons. Humidity exceeds 70% during monsoon.
Lithium cells are sensitive to both. High humidity causes condensation inside modules during temperature cycling. Temperature variation changes cell voltage readings and affects adhesive curing.
Automation systems for Indian conditions require:
-
Humidity-controlled enclosures around cell handling areas
-
Fixture materials selected for thermal expansion — aluminum fixtures change length significantly across 20°C swings
-
Dispensing systems with viscosity compensation for ambient temperature
-
Dehumidifiers in cell storage and assembly zones
Many manufacturers skip these provisions to save capital cost. They spend more on rework and field failures within two years.
Laser Welding Infrastructure Gaps
Laser welding is the dominant process for busbar attachment. But laser welding systems require infrastructure that is not standard in most Indian Tier-1 or Tier-2 suppliers:
-
Clean room-level cleanliness in the weld zone — dust particles cause weld splatter
-
Chiller systems for beam optics — without adequate cooling, weld quality degrades within hours
-
Compressed air at specific dew point and particulate levels
-
Trained laser safety officers — required by Indian factory regulations but often missing
-
Fume extraction sized for continuous operation
The learning curve for laser welding is steep. The initial investment is often underestimated by 30–40% because auxiliary equipment is excluded from quotations. Manufacturing engineers planning a battery pack assembly line India must include these line items from the start.
Design Churn in a Fast-Moving Market
India’s EV market is still evolving rapidly. Pack designs change between model years as OEMs optimize for range, cost, and packaging. Cell formats change — 18650, 21700, 46120, prismatic, pouch. Module configurations change — 1P5S, 2P8S, 3P12S.
Automation systems designed for a single pack geometry become liabilities when the next generation pack arrives. SPMs and fixtures that lock you into one design version require expensive retooling or complete replacement.
The correct engineering approach for Indian conditions is modular automation:
-
Cell handling stations designed for a range of cell dimensions
-
Welding cells with programmable weld patterns
-
Fixtures with changeable inserts rather than dedicated hard tooling
-
Test systems with programmable voltage and current ranges
Flexibility costs more upfront. It is less expensive than rebuilding the line every 24 months.
What a Properly Designed Battery Assembly Line Includes
A well-engineered EV battery production line for Indian manufacturing conditions includes:
Incoming cell inspection station — vision for dimensional check, voltage measurement, OCR cell ID reading. Cells that fail dimensional or voltage checks are rejected before entering the assembly flow.
ESD-protected cell handling system — non-conductive grippers, grounded conveyors and worksurfaces, humidity monitoring, continuous ESD event logging.
Module stacking SPM — controlled compression force with displacement measurement, dimensional gauging at each stack layer, barcode traceability at module level.
Laser or ultrasonic welding cell — fiber laser with galvo scanner, vision-guided weld positioning, post-weld vision inspection for weld quality, fume extraction, chiller system, clean compressed air.
Thermal interface material dispensing — robotic dispensing with vision-guided bead placement, bead geometry verification, viscosity compensation for ambient temperature.
BMS integration station — semi-automated or manual depending on harness complexity, connector insertion force verification, initial BMS handshake check.
End-of-line test SPM — insulation resistance, dielectric withstand, contact resistance, capacity test (charge-discharge), BMS communication verification, thermal monitoring.
Pack closing station — torque-controlled fastening with angle monitoring, sealant dispensing or gasket placement, leak testing.
Central traceability system — every pack receives a digital record linking cell lot numbers, assembly parameters at each station, test results, and technician or station ID for each operation.
Manufacturing engineers evaluating lithium battery assembly machine India suppliers should ask specifically about traceability integration. Many automation vendors provide individual stations but cannot integrate the data across stations.
The Role of SPMs in Battery Assembly — Not Everything Needs a Robot
A common mistake in battery assembly line design is over-robotization. Robots are flexible. They can handle geometric variation and reprogram for new pack designs. But they are not optimal for every station.
Where SPMs Are Better
Module compression. This is a force-controlled press operation with gauging. A robot adds no value — the motion is a single axis with controlled force. A hydraulic or servo-electric press SPM achieves tighter force control, faster cycle time, and lower cost than a robot-based cell.
End-of-line testing. The test sequence involves making electrical connections, applying voltages and currents, measuring responses, and logging data. A test SPM designed specifically for this sequence is more reliable and easier to maintain than a robot that moves test probes.
Connector press-fit. Inserting connectors with controlled force and seating verification is a single-axis press operation. An SPM with force-displacement monitoring does this more repeatably than a robot.
Cell voltage and resistance testing during sorting. Multiple test probes must contact cell terminals in a defined sequence. A rotary indexing SPM with fixed test stations achieves cycle times that robots cannot match.
Where Robots Are Better
Welding. Weld patterns vary with pack design. A robot with vision guidance can be reprogrammed for new weld patterns without mechanical changes.
Dispensing. Thermal interface material patterns are complex and change with pack geometry. Robotic dispensing with vision guidance handles variation.
Material handling between stations. If pack geometry changes frequently, robots with gripper change systems handle the variation.
PARC Robotics designs both robotic systems and Special Purpose Machines. Our battery assembly lines use robots where flexibility is needed and Special Purpose Machines where repeatability and cost efficiency matter more.
For a detailed comparison of SPM versus standard machine approaches, see our guide on SPM vs Standard Machine — When to Choose.
Investment Levels for Battery Assembly Automation in India
Investment varies significantly based on pack complexity, throughput requirements, cell format, and traceability specifications from the OEM.
| Line Type | Approximate Investment (INR) | Suitable For |
|---|---|---|
| Semi-automated line (manual assembly + key stations automated) | ₹80 Lakh – ₹2 Crore | 2-wheeler EV manufacturers, volumes below 500 packs per month |
| Partially automated line (6–8 automated stations) | ₹2 Crore – ₹5 Crore | 4-wheeler Tier-1 supplier, 500–2000 packs per month |
| Fully automated line | ₹5 Crore – ₹15 Crore | OEM in-house production, commercial vehicle EV, volumes above 2000 packs per month |
These ranges are indicative. A heavy commercial vehicle pack with 400+ cells and liquid cooling will be at the higher end of each range. A small 2-wheeler pack with 30 cells and passive cooling will be at the lower end.
Cost drivers that Indian manufacturers frequently underestimate:
-
Traceability system integration — hardware and software
-
Humidity control infrastructure
-
Laser welding auxiliary equipment — chiller, fume extraction, clean air
-
Tooling and fixtures for multiple pack variants
-
Training and commissioning time
How PARC Robotics Approaches EV Battery Assembly
PARC Robotics has been designing and building assembly automation for Indian automotive and EV manufacturers since 2016. Our engineering team understands both conventional automotive manufacturing and the specific requirements of lithium-ion battery assembly.
What we deliver:
Robotic systems for welding, dispensing, and material handling in battery lines. Our robotic cells include vision guidance, force sensing, and ESD protection designed for cell handling.
Special Purpose Machines for module compression, connector press-fit, end-of-line testing, and other single-purpose operations where repeatability and cycle time matter more than flexibility.
Automated assembly lines that integrate robotic stations, SPMs, conveyors, and traceability systems into a complete production line.
Our engineering process starts with process mapping, not product selection. We work with your manufacturing engineers to define the sequence, identify automation candidates, and specify the right technology — robot or SPM — for each station.
For manufacturers evaluating automation options, we recommend starting with a process review rather than requesting quotations for individual machines. The automation approach that minimizes your cost per pack while meeting OEM quality requirements is rarely obvious from a product catalog.
Contact our engineering team at https://parcrobotics.in/contact/ to discuss your battery pack assembly line requirements.
Related Reading
For a broader view of the automation landscape, see our article on Top Battery Assembly Line Solutions Companies (May 2025) — a general overview of solution providers globally. The present article is India-specific and technical, with no content overlap.
View our Automated Assembly Lines portfolio for examples of completed automation projects across automotive and EV manufacturing.
Frequently Asked Questions
1. Why can’t I use standard automotive pick-and-place systems for lithium cells?
Standard grippers and conveyors are not ESD-safe and apply uncontrolled gripping forces. Lithium cells require non-conductive grippers with force sensing to prevent cell damage and ESD events. Conventional systems designed for metal or plastic components do not meet these requirements.
2. What is the minimum viable automation level for a small-scale battery pack line in India?
For volumes below 500 packs per month, a semi-automated line with manual cell loading, automated cell testing and sorting, automated busbar welding, and manual pack assembly is viable. Investment range is ₹80 lakh to ₹2 crore. The welding station should still be automated — manual busbar welding is not reliable for lithium cells.
3. How do Indian temperature and humidity conditions affect battery assembly automation?
Temperature variation changes fixture dimensions and affects adhesive viscosity. Humidity causes condensation risks inside modules. Automation systems require humidity-controlled enclosures for cell handling, fixture materials selected for thermal expansion, and dispensing systems with viscosity compensation. These provisions are often omitted from quotations and cause field failures.
4. Do I need a clean room for laser welding battery busbars?
Full clean room is not required, but the weld zone must be maintained at clean room-level cleanliness. Dust particles cause weld splatter and weak joints. The automation system must include localized fume extraction and clean compressed air at specified dew point and particulate levels.
5. How much traceability does my battery assembly line need?
OEMs increasingly require cell-level traceability — the ability to trace which specific cells went into which pack, with assembly parameters and test results attached to the pack serial number. Your automation system must log data at each station and integrate into a central database. This is not optional for Tier-1 suppliers.
6. What is the typical ROI period for battery assembly automation in India?
For partially automated lines at 1000–2000 packs per month, ROI is typically 18–30 months, driven by reduced rework, lower warranty claims, and higher throughput. For fully automated lines at higher volumes, ROI extends to 30–42 months but becomes necessary for OEM supply contracts.