
If you are a production manager or plant head in India evaluating welding automation, this guide gives you a direct, numbers-backed comparison — without the sales pitch. Read about the robotic welding vs manual welding.
Why This Decision Matters More Than Ever
Indian manufacturing is under pressure from two directions simultaneously. On one side, OEMs like Tata, Toyota, Hyundai, and MG are demanding tighter weld quality tolerances and full traceability of every weld in the assembly. On the other side, the skilled welder pool in India is shrinking — experienced welders are retiring, and training new ones to production-grade standards takes 18 to 24 months.
The result is that the manual welding model that served Indian manufacturers for three decades is now cracking under the strain of scale, quality, and consistency requirements. But robotic solutions welding is not a universal answer. It has its own constraints, costs, and failure points.
This article gives you a complete comparison — so you can make the right decision for your specific plant and production situation.
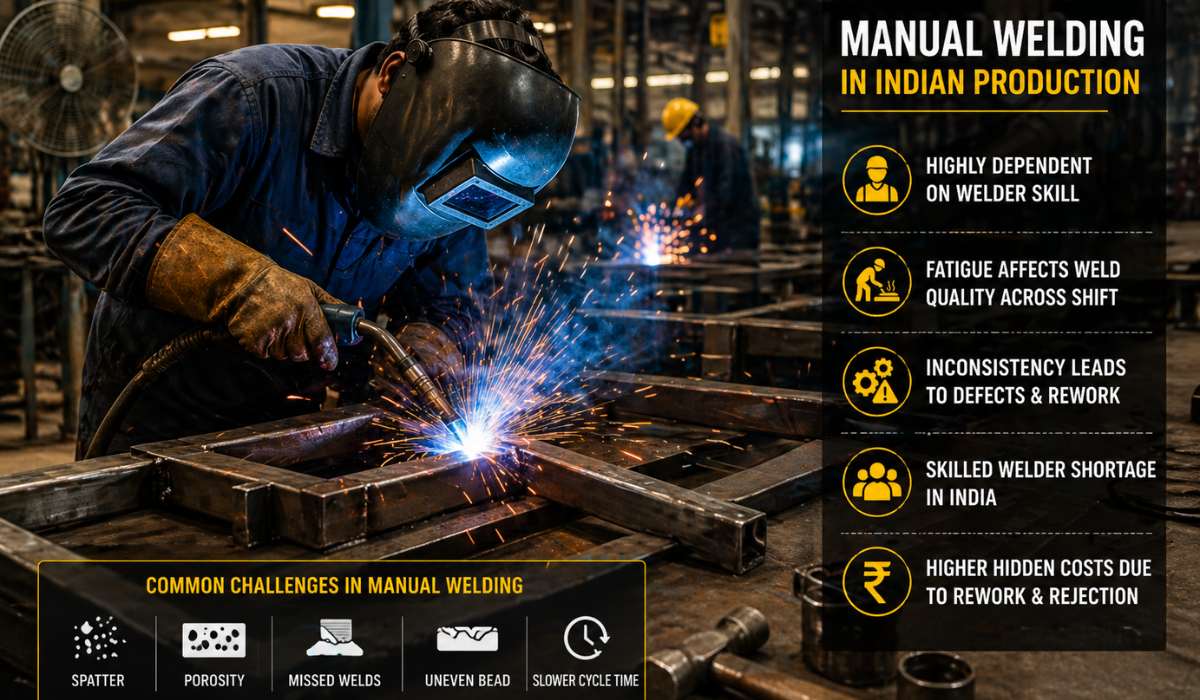
How Manual Welding Works in Indian Production
In manual welding — whether MIG, TIG, or spot — a trained human welder controls the arc, travel speed, wire angle, and heat input. Their skill determines weld quality. In the best operations, experienced welders produce good results. But human performance is inherently variable.
Fatigue changes weld quality across a shift. A welder who produces clean welds at 9 AM may introduce porosity and inconsistency by hour six. Night shifts, overtime, and high-temperature shop floors — common in Indian plants — amplify this problem.
Manual welding also creates a dependency risk. If your senior welder resigns, production quality can drop overnight. Replacement takes months. This is not theoretical — it is a regular occurrence across Pune, Chennai, and Rajkot manufacturing clusters.
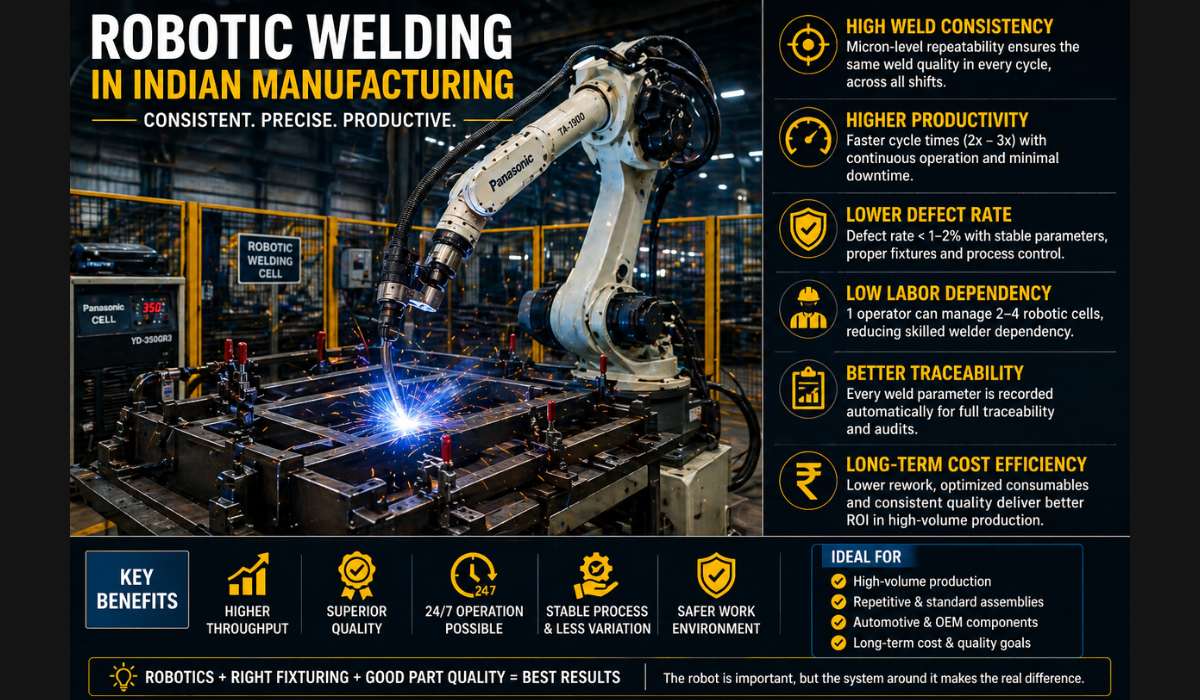
How Robotic Welding Works
A robotic welding system is not just a robot arm. The full system includes a robot and controller, a welding power source and wire feeder, a robotic torch with consumables, a workholding fixture, safety enclosures, and supporting infrastructure.
The robot follows a pre-programmed path with micron-level repeatability. The same arc length, travel speed, wire feed rate, and shielding gas flow on every single weld — across every shift, every day, for years.
What changes results in robotic welding is not the robot — it is the quality of the fixture and the stability of incoming parts. This is where most Indian automation projects underperform: they invest in the robot but underinvest in the fixture and upstream part quality.
Head-to-Head Comparison
The table below compares both methods across the dimensions that matter to Indian plant managers:
| Factor | Manual Welding | Robotic Welding |
|---|---|---|
| Weld Consistency |
High variation — depends on welder skill, fatigue, shift changes |
99%+ repeatability across millions of cycles |
| Production Speed |
Limited by human stamina — typically 200–300 mm/min travel |
400–800 mm/min — 2x to 3x faster per shift |
| Defect Rate | 5–15% typical in high-volume production — spatter, porosity, missed welds |
Less than 1–2% with proper fixture and programming |
| Labor Dependency |
Skilled welders needed — shortage problem in India |
Minimal — 1 operator can manage 2–4 cells |
| Shift Utilization |
2 shifts practical — fatigue and safety limits night shift quality |
24/7 operation possible — same quality every cycle |
| Setup / Changeover |
Fast — welder adapts quickly to new parts |
Requires reprogramming — 2 to 8 hours per job change |
| Initial Cost |
Low — welder salary + basic equipment |
High — INR 40 to 1.5 Crore per cell depending on system |
| ROI Timeline |
Immediate returns — no capital outlay |
Typically 18–36 months — faster for high-volume OEM runs |
| Part Suitability |
Complex geometry, small batch, repair work |
High volume, repetitive geometry, consistent fixturing |
| Quality Traceability |
Manual logs — operator dependent |
Automated data logging — every weld parameter recorded |
The Real Cost Picture
Manual Welding — True Costs
Manual welding appears cheap on paper — welder salary, basic equipment, consumables. But the true cost picture includes rework and rejection costs, which in high-volume production can run 5–12% of total production cost. It also includes quality inspection overhead, the cost of weld failures during OEM audits, and the hidden cost of production stoppages when key welders are absent.
For a plant producing 3,000 assemblies per month with a 6% rejection rate, rework and scrap cost can easily reach INR 8–15 Lakh per month — costs that are absorbed invisibly into operating expenses and never traced back to welding variability.
Robotic Welding — True Costs
Robotic welding system costs in India currently range from INR 40 Lakh for a basic single-robot MIG cell to INR 1.5 Crore or more for a complete multi-robot spot welding line with fixtures, safety, and integration.
Operating costs drop significantly — consumable usage is optimized, energy consumption is consistent, and one operator can manage multiple cells. Rejection rates fall to below 2% in well-implemented systems. For high-volume automotive applications — typically 500+ assemblies per month of the same part — payback periods of 18 to 36 months are realistic.
The question is not whether robotic welding costs more upfront — it does. The question is what your current welding quality problems are actually costing you every month.
Where Manual Welding Still Wins
Robotic welding is not the right answer for every situation. Manual welding retains clear advantages in:
- Low-volume, high-variety production — if you are making fewer than 200 units per month of a given assembly, the fixture cost and programming time for a robot cell often cannot be recovered
- Complex, irregular geometry — profiles with extreme variation or parts that require adaptive repositioning mid-weld are difficult to automate without expensive vision systems
- Repair and rework welding — robots cannot handle unstructured repair work; this will always require skilled human welders
- Prototype and pre-production runs — where designs change frequently, reprogramming costs and fixture changes make robots impractical
- Very small components — some intricate TIG work on thin sections requires human judgment that current automation cannot fully replicate
Where Robotic Welding Wins — Decisively
For the following applications, manual welding cannot match robotic performance at scale:
- Automotive body-in-white (BIW) assemblies — door frames, body panels, pillars — where hundreds of spot welds per assembly must be placed within 1mm accuracy
- Two-wheeler and four-wheeler chassis frames — high volume, repeating geometry, strict dimensional requirements
- Engine and transmission component welding — where weld integrity is safety-critical and fully traceable
- Seating frames and sub-assemblies for OEM supply — where customer audits require documented weld data
- Any application where you are currently running three shifts manually and still not meeting quality targets
The Hybrid Approach — What Most Indian Plants Actually Need
For many Indian manufacturers, the answer is not a complete switch to robotic welding. It is a structured hybrid model:
Identify your top 3 to 5 assemblies by volume and consistency — these are your automation candidates. Keep all low-volume, complex, and variable work on manual stations. Invest in a well-designed robotic cell for the high-volume core, and use the freed-up skilled welders for the complex work they are actually suited for.
PARC Robotics has implemented this model across automotive Tier-1 suppliers in Pune where the highest-volume assembly lines run fully automated while custom and low-volume production continues manually alongside them.
Decision Guide — What is Right for Your Plant
| Decision | When This Applies to Your Plant |
|---|---|
|
Go Robotic |
Monthly volume above 500 identical parts | Weld defects above 3% causing rejections | Skilled welder shortage affecting output | OEM demanding weld data traceability | Working on BIW, frame, or chassis assemblies |
|
Stay Manual (for now) |
Batch size below 100 units per month | High geometry variation and frequent design changes | Budget below INR 30 Lakh | Prototype or repair work | Irregular production schedule |
|
Consider Hybrid |
Mix of high-volume and low-volume parts | Some assemblies repeatable, others vary | Expansion plans within 2 years | Currently running 2-shift manual, planning 3rd shift |
Questions to Ask Before You Decide
What is your current rejection rate?
If above 3–4%, robotic welding will pay back faster than your finance team thinks.
What is your monthly volume per assembly?
Below 200 units — manual probably wins. Above 500 units of the same part — automation becomes compelling.
Do you have OEM audit pressure on weld quality?
Traceability requirements from Tier-0 OEMs are increasingly mandating data-logged welds — robots deliver this natively.
What is your fixture situation?
Robotic welding is only as good as the fixture holding the part. Fixture investment is non-negotiable and often underbudgeted.
What are your expansion plans?
A robotic cell installed today can serve a 3x volume increase with no additional labor cost — manual welding scales linearly with headcount.
How PARC Robotics Approaches This Decision
At PARC Robotics, we do not recommend automation for every client. Our process begins with a production analysis — understanding current volumes, rejection patterns, shift utilization, part geometry, and fixture capability. From that analysis, we identify which assemblies are genuine automation candidates and which are not.
We design and build complete robotic welding systems — robot selection, welding process engineering, fixture design and fabrication, safety integration, programming, and commissioning — from our facility in Chakan, Pune. Our clients include major automotive OEMs and Tier-1 suppliers across India.
If you are evaluating welding automation for your plant, the starting point is a production review — not a robot demo.
PARC Robotics serves automotive, aerospace, and industrial manufacturing clients across India. To discuss your welding requirements, contact us at sales@parcrobotics.in or call +91 772 005 0057.