
A robotic welding cell is only as good as its ability to present the part to the torch correctly. For most real-world components — frames, brackets, housings with welds on multiple faces — that job belongs to the positioner, not the robot. Yet positioners get almost no attention compared to robots and fixtures. This guide covers what they are, the types available, and how to choose one.
Table of Contents
- What Is a Welding Positioner and Why It Matters
- How a Positioner Works With a Robot
- Types of Welding Positioners
- Load Capacity and Selection Criteria
- Positioner Cost in India
- When You Need a Positioner vs When You Don’t
- Common Mistakes in Positioner Selection
- FAQs
Note for WordPress: link each TOC item to its corresponding heading anchor. Use a plugin or anchor block — written as plain numbered text here so the sequence stays 1 through 8 when pasted into the block editor.
What Is a Welding Positioner and Why It Matters
A welding positioner is a mechanized fixture that rotates or tilts a workpiece into the optimal position for welding — keeping the weld joint in the flat or horizontal position regardless of the part’s actual geometry. Instead of welding overhead, vertical, or at an awkward angle, the positioner brings the joint to the welder or robot torch.
For manual welding, this improves weld quality and welder comfort. For robotic welding, positioners do something even more important: they extend what the robot can physically reach and weld in a single cycle without repositioning the part manually. This is the same principle covered in our guide comparing robotic welding vs manual welding — out-of-position work is exactly where manual welders struggle most and where automation, properly supported by a positioner, delivers the biggest consistency gain.
Most components with welds on more than one face — automotive frames, brackets, housings, sub-assemblies — cannot be fully welded by a stationary robot alone. The robot’s reach and joint angles are limited. A positioner rotates the part so every weld joint comes within the robot’s effective working envelope.
How a Positioner Works With a Robot in a Welding Cell
In a typical robotic welding cell, the positioner and robot are programmed to work in coordinated motion. The robot welds the joints accessible in the current part orientation, the positioner then rotates the part to present the next set of joints, and the robot continues — all within a single automatic cycle, without the operator touching the part.
This coordinated motion, sometimes called 7th-axis or external-axis integration, requires the positioner to be programmed as part of the robot’s motion path — not as a separate, manually triggered device. This is a key distinction buyers should ask about: a positioner that is robot-integrated will synchronize automatically; a basic positioner without controller integration requires manual indexing between weld sequences, which adds cycle time and operator dependency.
The choice of single-station vs dual-station positioner also affects productivity. A dual-station positioner allows the operator to load and unload a part on one side while the robot welds on the other — eliminating idle robot time during part changeover. This kind of cell-level design decision is exactly what a good robotic welding integrator should walk you through before finalizing your cell layout, not after.
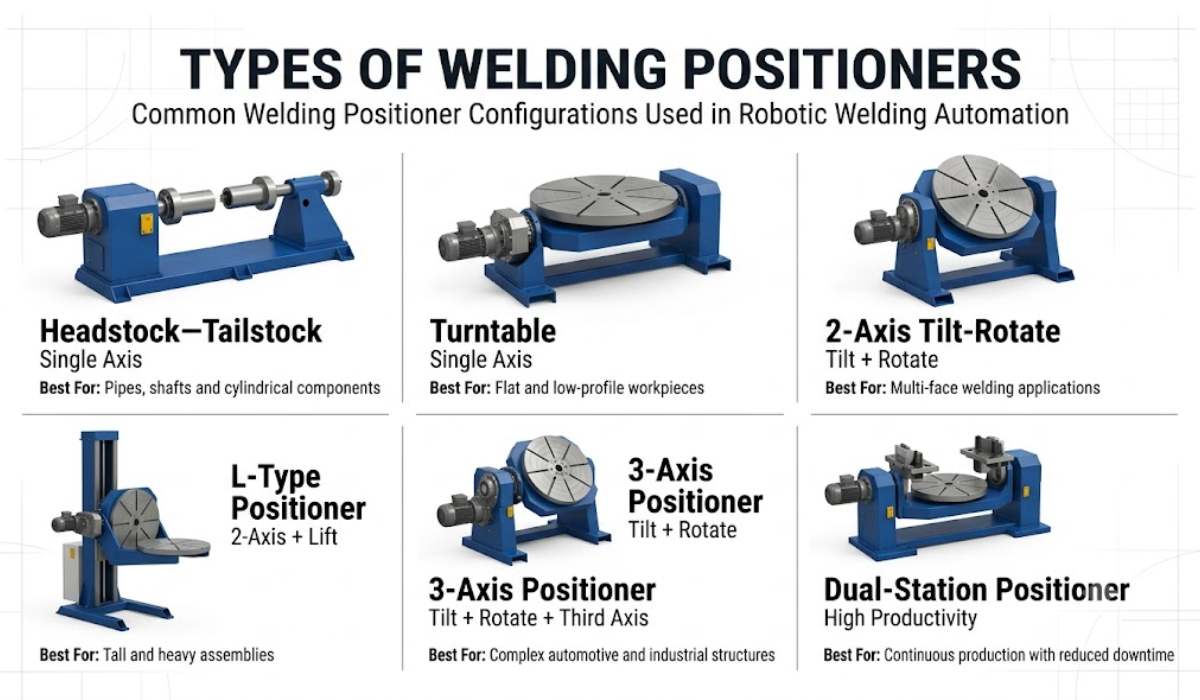
Types of Welding Positioners
| Positioner Type | How It Moves | Best Suited For |
|---|---|---|
| Headstock-Tailstock (Single Axis) | Rotates part around one horizontal axis between two supports | Cylindrical or shaft-like parts — tanks, pipes, rotationally symmetric components |
| Turntable (Single Axis, Vertical) | Rotates part on a horizontal table around a vertical axis | Flat or low-profile parts requiring 360° access around the perimeter |
| Tilt-Rotate (2-Axis) | Rotates around vertical axis plus tilts the table angle | Components with welds on multiple faces at different angles — brackets, sub-frames |
| L-Type / Elevating Tilt-Rotate (2-Axis + Lift) | Tilt-rotate motion plus vertical lift adjustment | Larger or taller assemblies needing height adjustment for robot reach |
| 3-Axis Positioner | Tilt, rotate, and a third coordinated motion axis | Complex geometry parts — full vehicle frames, multi-face housings |
| Dual-Station Positioner | Two independent stations, often turntable or tilt-rotate, on a shared base | High-volume cells needing continuous robot uptime during load/unload |
Most Indian automotive component manufacturers use tilt-rotate 2-axis positioners for frame and bracket welding — they offer the best balance of flexibility and cost for parts with welds on 3 to 5 faces. This is the exact positioner type used in most two-wheeler frame welding cells, where the frame geometry presents weld joints across the main backbone, swing arm mounts, and footrest brackets at varying angles. Headstock-tailstock units remain standard for cylindrical components like fuel tanks and exhaust assemblies.
Load Capacity and Selection Criteria
Selecting the right positioner is not just about matching part weight to a load rating. The following factors all affect the right choice:
- Maximum part weight including fixture weight — the positioner must handle the combined weight of the part and the fixture holding it, not just the bare part
- Center of gravity offset — parts loaded off-center create higher torque loads than the same weight loaded centrally; this is the most commonly underestimated factor in positioner sizing
- Required rotation speed — faster indexing reduces cycle time but requires a more capable drive system and motor
- Repeatability and indexing accuracy — for robotic welding, the positioner’s angular accuracy directly affects whether the robot’s programmed path lands correctly on the joint
- Duty cycle — continuous multi-shift production requires a heavier-duty drive train than occasional or low-volume use
- Through-hole or cable pass-through requirements — if welding cables, fixture air lines, or sensor wiring need to pass through the rotating axis, this must be specified upfront
A positioner sized only for static part weight, without accounting for offset center of gravity and dynamic loads during rotation, is one of the most common specification errors in Indian SPM and robotic cell projects. This typically shows up later as drive motor strain, reduced accuracy, or premature wear.
Welding Positioner Cost in India
| Positioner Type | Typical Cost Range (INR) | Typical Load Capacity |
|---|---|---|
| Headstock-Tailstock (basic) | ₹4 Lakh – ₹12 Lakh | 100 kg – 2,000 kg |
| Turntable (single axis) | ₹3 Lakh – ₹10 Lakh | 50 kg – 1,000 kg |
| Tilt-Rotate (2-axis) | ₹8 Lakh – ₹25 Lakh | 100 kg – 1,500 kg |
| 3-Axis Positioner | ₹18 Lakh – ₹45 Lakh | 200 kg – 2,000 kg |
| Dual-Station Positioner | ₹15 Lakh – ₹40 Lakh | Varies by station — typically 100–800 kg per station |
These ranges cover the positioner unit, drive system, and basic controls integration. Robot-synchronized programming, custom fixture mounting plates, and higher load capacities beyond standard ranges will move cost toward the upper end or beyond it. This is a similar dynamic to what we cover in our SPM manufacturing cost guide — the headline number rarely tells the full story until scope is clearly defined.
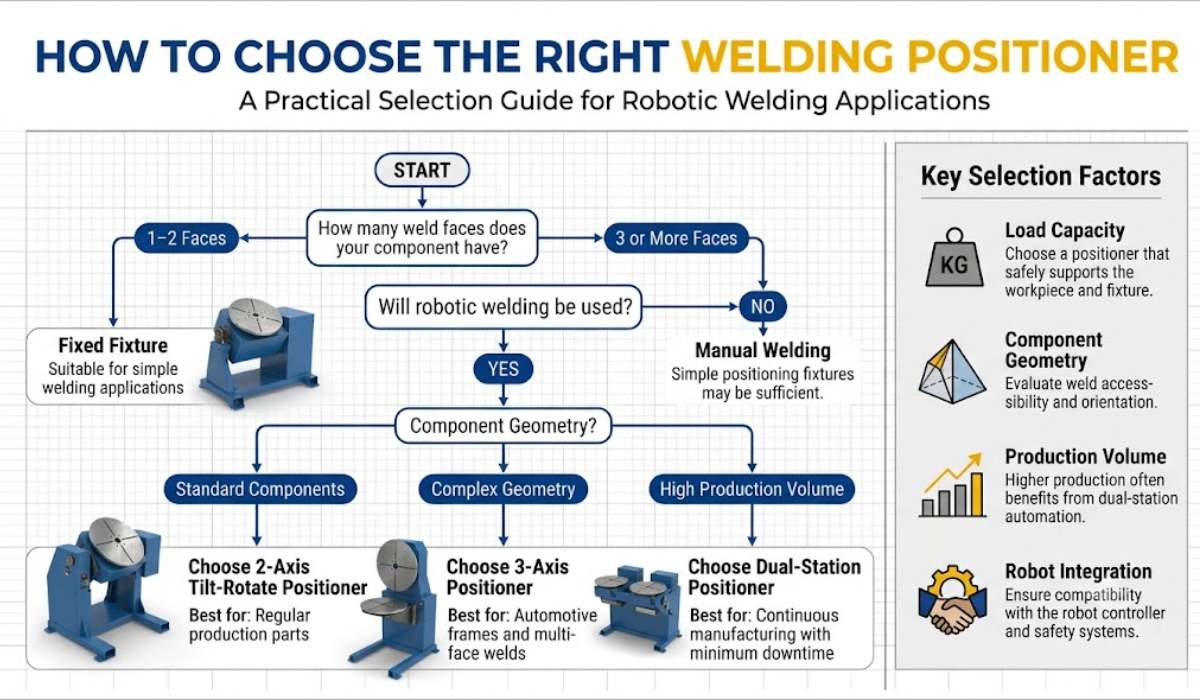
When You Need a Positioner — And When You Don’t
Not every robotic welding application requires a positioner. Use this as a quick filter:
You likely need one if — your part has weld joints on more than 2 faces, the part geometry blocks robot access to some joints in a fixed orientation, or you’re running multiple part variants that benefit from a standardized rotation sequence.
You likely don’t need one if — all weld joints are accessible from a single fixed orientation, the part is small enough for the robot’s reach to cover all joints without repositioning, or your production volume is too low to justify the added capital and programming complexity.
For straightforward applications — a flat bracket with welds on one face, for example — adding a positioner increases cost and programming complexity without a meaningful productivity gain. The decision should be driven by part geometry and joint accessibility, not by a general assumption that automation always needs one. If you’re unsure where your application falls, our guide on robotic welding system cost in India walks through how scope decisions like this affect your overall budget.
Common Mistakes in Positioner Selection
- Sizing for static weight only — ignoring dynamic loads from offset center of gravity during rotation, leading to undersized drive systems
- Choosing single-axis when 2-axis is needed — saves capital upfront but requires manual repositioning mid-cycle, defeating much of the automation benefit
- Not specifying robot synchronization upfront — buying a standalone positioner and discovering later that it cannot be integrated as a coordinated robot axis without expensive retrofitting
- Underestimating future part variants — sizing the positioner only for today’s part when the line will run multiple variants within 12-18 months
- Ignoring cable and utility pass-through needs — discovering during commissioning that welding cables or sensor wiring cannot route through the rotating mechanism as needed
How PARC Robotics Approaches Positioner Selection
At PARC Robotics, positioner selection is part of the overall cell design process — not an afterthought added after the robot and fixture design are finalized. We size positioners based on actual part weight including fixture, calculated center of gravity, and the specific weld sequence the robot will follow.
Our robotic systems projects across automotive frame, bracket, and sub-assembly applications integrate positioners as a synchronized robot axis from the design stage — not retrofitted after commissioning begins. We have specified and integrated positioners across two-wheeler frame welding, automotive bracket assemblies, and multi-variant production lines for clients across India since 2016.
Frequently Asked Questions
What is the difference between a 2-axis and 3-axis positioner?
A 2-axis positioner combines rotation and tilt to present weld joints at different angles. A 3-axis positioner adds a third coordinated motion, typically used for complex geometry parts like full vehicle frames where joints exist across many planes and a simple tilt-rotate motion cannot reach every joint efficiently.
Do I need a positioner if I’m using a robot for welding?
You need a positioner if your part has weld joints on more than one face that the robot cannot reach in a single fixed orientation. For simple, single-face welding, a stationary fixture without a positioner is usually sufficient.
What is the typical cost of a welding positioner in India?
Welding positioner cost in India typically ranges from ₹3 lakh for a basic single-axis turntable to ₹45 lakh for a 3-axis positioner with higher load capacity and robot-synchronized controls.
Can a positioner be added to an existing robotic welding cell?
Yes, but retrofitting is more complex and costly than including it in the original cell design. Robot programming, safety interlocks, and floor space need to be reassessed, and not all robot controllers support adding an external axis without additional hardware.
How is positioner load capacity calculated?
Load capacity must account for the part weight plus the fixture weight, with additional margin for the center of gravity offset and dynamic loads during rotation — not just the static weight of the part alone.
Need Help Specifying a Positioner for Your Application?
Share your part drawing, weld joint locations, and production volume with our engineering team. PARC Robotics will assess whether a positioner is needed, recommend the right type and load capacity, and provide a cost estimate as part of your overall welding cell design. Our team can also advise whether your application is better served by a positioner-based robotic cell or a Special Purpose Machine — based on your specific part geometry and volume.
Typical response time — Within 24 working hours.
Contact PARC Robotics: sales@parcrobotics.in | +91 772 005 0057
Read more guide:
How to Choose a Robotic Welding Integrator in India — 10-Point Checklist
Automated Weld Quality Inspection — How Indian Manufacturers Are Eliminating Weld Defects
Why Your Automotive Automation Experience Won’t Work for EV BatteriesRobotic Welding System Cost in India
Robotic Palletizing Solutions in End-of-Line Automation
Industry 4.0 Automation Solutions